
ȫ����������
13761711558

�Ϻ����������Ƽ�����˾
�Ϻ���������÷��·3609��2�ų���
�绰��021-54303869 34675766
���棺54303869-802
�������ߣ�13761711558
�ۺ����ߣ�13761712058
���䣺fr@faruiyiqi.com
shfarui@163.com��
13761711558@163.com��������ҵ�е�Ӧ��
���� ��ת������ ������ ����ʽ����
Ŀ¼
**�� ������������һЩ����֪ʶ-------------------1
һ. ����������Ӧ����------------------------------1
1.��Ӧ����------------------------------------------1
��. ������ͼ------------------------------------------------ 2
��.�������Ļ���ԭ��----------------------------------3
1. ���� --------------------------------- 4
2. ����������еԭ�� ----------------------------5
3.�������ܱ���ת�����Ǽ�Ҫ���� ---------6
�ڶ��� ��������ҵ�е�Ӧ�� -------------------7
1.����,��� -------------------------------------------------8
2.����ԭ���� ----------------------------------------------9
3.�����䷽�о� ------------------------------------------10
4.�������¶�ϵ��Kֵ�ͽ��ϻ��Eֵ ------11
5.������ЧӦ,��ǿ��,�������������-12
6.������ȷ����������-------------------------13
7.����Ӧ�� -----------------------------------------------14
���߰�:�������Ϻ�����������д,���ڱ���ˮƽ����,���в����ʹ���֮��,
�����������ָ��,�ο�����:
1. �л��������ʱ�<<���������ԵIJⶨ>>(��Բ�����Ƿ�)
2. ��ҵ�ֲ�����ֲ��²�P49~50.
3. �������ҳ���Ӧ��
4. ����ʹ��˵����

**�� �������� ��ת������ ������ ����ʽ��������һЩ����֪ʶ
һ. ������Ӧ����:
��������Ʒ�ӹ����̵�**һ������,�����������,������һϵ�и��ӵĻ�ѧ�仯,ʹ���Ե���Ϊ���ԵĻ�Ӳ�ȵ���,�Ӷ���ø����Ƶ�������е���ܺͻ�ѧ����,ʹ��Ϊ����ʹ�ü�ֵ�IJ���,���,������Ʒ�����Ӧ�ö�����ʮ����Ҫ������.
����������Ӽ�������ѧ������Ӧ�Ĺ���,��ν��,�����ڼ���������,�����е���������������ѧ��Ӧ,ʹ�������νṹ�Ĵ���ӽ�����Ϊ������״�ṹ�Ĵ����,��ʹ���ϵ�������е���ܼ��������������Եظ���,������̾ͳ�Ϊ��.�ʹ��������Ʒ��˵(�ر����ڹ�ҵ������,���ֽ�����Ӧ�Ĺ�������һ�����¶�,ʱ���ѹ������������ɵ�,��Щ�����ͳ�Ϊ������,��������ƶ���Ʒ��������,�Լ������������ʹ��Щ��ȷ����������������ʵʩ,��Щ�����������еļ�����������,�����������յļ�������������ʮ����Ҫ������.
1. ��Ӧ����
��Ӧ�����ǻ�ѧ��Ӧ����,����������������������ϼ�֮�䷢����һϵ�л�ѧ��Ӧ�Լ����γ���״�ṹʱ���淢�����ַ�Ӧ,�����ڶ�ķ�Ӧ��,������������֮��ķ�ӦΪ��,�������ɴ������״�ṹ�Ļ�����Ӧ,���ڴ���������л��ٽ���(���)������ϵ�Ľ�����˵,����Ӧ���̿ɴ�������:
�ٽ��� ���Լ�
�� ���
(1) �յ��� �ٽ���������
(T10��ͬ) �� ��
��������������
�� �ֽ�
���ɻ�(������)
(2)������Ӧ�� �� ��
����
(3)�����γɽ� ����������,�ѽ�,��������
��������� �� ��
���Ͽ�����Ӧ���̴����Ϊ������:
**��Ϊ�յ���,�����������������Ƿ��Ӻʹٽ�����ϵ֮�䷴Ӧ����һ�ֻ��Ը�����м仯����,Ȼ���һ������������,�γɿɽ��������ɻ�(������)��������֮�����������Ӧ,���ɽ�����,������Ϊ�����γɽ�,����һ�ε�ǰ�ڽ�����Ӧ���������,�����Ľ������������ź��ѽ�ȷ�Ӧ,����һ�εĺ��ڽ�����Ӧ�ѻ���ֹͣ,��֮���������ǽ��������ź����ѽ�ȷ�Ӧ,**�õ������ȶ�����.
��. ������ͼ:
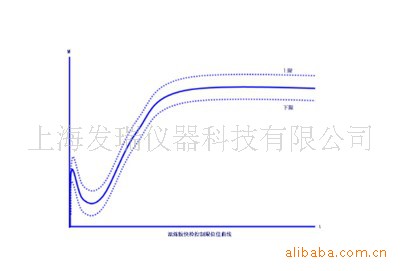
��������,�ĸ�������������ʱ����仯,������ijһ���ܱ仯��ʱ��������ͼ,��ɴ�����ͼ�п��Ա��ֳ�����������,������������ͼ����������ͼ.**������������ͼ��ͼһ��ʾ:

ͼ�е�����,ǰ�벿�������ό���������,��벿���ɳ���ǿ���������,�������̿ɷ�Ϊ�ĸ���,�����ս�,����,ƽ̹��,����.
(1)���ս�---ͼ�е�AB��
����ָ����ǰ�ӳ�����ʱ��,�൱��ǰ������Ӧ�е��յ���,����ʱ��ij���,���ɽ��ϵ��䷽��������, ������Ҫ�ܴٽ�����Ӱ��,�����������е�����ʷҲ��һ����Ҫ������.
���������Ȼ��۵�����,���Խ��ϵ�ʵ�ʽ���ʱ��,������������ʱ��A1��ʣ�ཹ��ʱ��A2������,��������ʱ����ָ���ӹ�������������ЧӦ�����ĵ��Ľ���ʱ��,��ȡ���ڼӹ��̶�,(�罺�Ϸ�������,�����̶ȼ�ѹ��ѹ����),ʣ�ཹ��ʱ����ָ������ģ�ͼ���ʱ���������Ե�ʱ��,�ڲ�������ʱ���ʣ�ཹ��ʱ��֮��û�й̶��Ľ���,���潺�ϲ����ͷ�������ͬ���仯,���һ�����Ͼ����ļӹ�Խ��,��ռȥ�Ľ���ʱ���Խ����ͼA1����ʾ,��ʣ�ཹ��ʱ���ԽС��ͼ��A2����ʾ,������ģ��������ʱ��Խ��,���һ�㽺�϶�Ӧ���⾭�ܷ�����εĻ�е����.
(2)������---��ͼ�е�BC��
��һ���൱����Ӧ�еĽ�����,����һ���н��Ͻ����Ž�����Ӧ,����������,�����ĵ��ԺͿ������ܼ�������,����ʱ��ij������ɽ����䷽��������,���ǽ������е�,����Ϊ����ÿ�ֽ�����Ӧ���п����ı�־.
(3)ƽ̹��---��ͼ�е�CD��
�൱����Ӧ������,�����ڵ�ǰ����,��ʱ������Ӧ���������,��Ӧ�ٶ��ѻ�������,��֮������������������,���ѽ�ȷ�Ӧ,��˽��ϵĿ����������߳���ƽ̹��,ƽ̹��ʱ��ij���Ҳ�������䷽,(��Ҫ�Ǵٽ��������ϼ�),��������һ����������**����,���Գ���Ϊȡ�ò�Ʒ��������,Ϊͨ��ѡȡ����ʱ��ķ�Χ.
(4)����----D���沿��
��һ���൱����Ӧ�е����������ڵĺ����,����һ������Ҫ�ǽ�������������,�Լ��������ͼ������ѽ�ķ�Ӧ,��˽��ϵĿ������������½�.
��������ͼ��,�ӽ��Ͽ�ʼ����ʱ����������ƽ̹��Ϊֹ��������ʱ���Ϊ��Ʒ��ʱ��,Ҳ����ͨ����˵��������ʱ�䡱,�����ڽ���ʱ��������ʱ��֮��,�������ڽ���ʱ����һ����Ϊ��������������,����ʵ���Ͻ�����ģ���ڼ�����ֻ��ͼ��B1��ʱ��,������������ÿ�����ϵ�ʣ�ཹ��ʱ���ǻ��в�����,���ÿ�����ϵ�����ʱ��Ҳ����������,�䲨����Χ��B1��B2֮��.
���������������������������,���������п�ֱ�Ӽ������������Ӧ��ʱ����.��ͼ2

��. ���� ��ת������ ������ ����ʽ�����Ļ���ԭ��:
1. ����:
�������������ռ�⽺�������¶��µĽ����ٶ���ʱ��仯�Ĺ�ϵ����.�Ӷ�ȷ�������䷽**
���ѡ���������������Ҫ����ֶ�.
�������ṩһ������ģ��S����ʱ�������,�����⻬���������������������ֱ�ӱȽ�����.
����Ƭ���ڸ����¶Ⱥ�ѹ����ģǻ��,��С�ǶȰڶ�ģǻ��ת��,ʩ����Ƭ�Լ���Ӧ��,�ڶ�ģǻ(��Բ��)�������(Ť��)�������ĸ���(����ģ��).����Ƭ���������γɽ���ʱ,���������,����¼��ת��ֵ������ƽ��ֵ,������**ֵ,���ǵõ�һ��������������,�������������Ҫ��ʱ��ȡ���������¶Ⱥ�������.
ʲô����?������������?���������ȷ��?
����������Ӽ�������ѧ������Ӧ�Ĺ���,��Ҳ�����ڼ���������,�����е���������������ѧ��Ӧ,ʹ���������Խṹ�Ĵ���ӽ�����Ϊ������״�ṹ�Ĵ����,��ʹ���ϵ�������е���ܼ��������������Եĸ���,��һ���̳�Ϊ��,�ʹ��������Ʒ��˵(�ر��ڹ�ҵ������),���ֽ�����Ӧ�Ĺ�������һ�����¶�,ʱ��,��ѹ������������ɵ�,��Щ������Ϊ������,��������ƶ���Ʒ��������,�Լ������������ʹ��Щ��ȷ����������������ʵʩ,��Щ�����������еļ���,�������ܷ�����ȷ�������һ����.
������ ��ת������ ������ ����ʽ�����������߿ɵõ����²���:
**Сת�� ML
**ת�� MH
����ʱ�� ts1(��)=[ML+0.1NM]����Ӧ��ʱ��
����ʱ�� t90(��)=[ML+(MH-ML)x90%]����Ӧ��ʱ��
���ٶ�ָ�� Vc=100/[tc(x)-ts1]
**ת��:ȡ����δ���ĸնȼ���������ٶ��µ�ճ�ȳɱ���;
����ʱ��(������ʱ��):�Ǽӹ���ȫ�ԵĶ���;
��ȫ��ת���ǽ��ϼ���ģ������ԵĶ���;
���ٶ�ָ��:�������������ߵ�ƽ��б��;
��������ֱ�۷���ķ�ӳ������������.���ڴ���������л��ٽ���(���)������ϵ�Ľ�����˵,����Ӧ���̿ɴ��·�Ϊ�ĸ���,��ͼ1.
2.���� ��ת������ ������ ����ʽ����������еԭ��:
��ת�����dz�ΪԲ����ʽ����,���ODR;��ת�����dz�Ϊģǻ��ʽ����,���MDR.
��������:�������,����,����,��Բ��(����ģǻ),�����ģǻ,����,��·ϵͳ,���ܲ��ģ���.
�������������ƽ�幹�ɵ�ģǻ��,ģǻ���¶�ά���ڡ�0.3�沨����Χ��,����ת��������˵,��������˫Բת�Ӱ�����,������ת��ģǻ,����������ģǻ����,ģǻ�ɹ̶����¿��ͺͿ������ƶ����Ͽ�����,������ʱ��ѹ������ʹ�����ڱպ�,����ת����˵,���������������ϵı�����ѹ��Ϊ0.4��0.45Mpa,�ܺ�ģѹ��Ϊ1150Kg;����ת��������˵,ѹ����0.32Mpa, �ܺ�ģѹ��Ϊ883Kg.
���ð�װ�ڵ�����ϵ�ƫ�Ŀ�,ͨ������,������������,ʹת�Ӱڶ�(��ڶ�ģǻ),�ڽǶ���ת��������˵�ǡ�1��, ��3���5��;����ת����˵�����ǡ�0.5��,��1��,�ڶ�ʱ,��ʽ����������һ���������Եĵ�ѹ,����ÿ��Ӧ�����ڵķ�ֵ����,�����ݴ�����õ�����������ʱ��Ĺ⻬�����������ߺ�������.�ܱ���ת�����ǵĴ�����һ�㰲װ����ģǻ,�ô���:û�д������,������ע�����.��������װ��������ʱ,����˷��ܷ�ȦĦ����,ֻ��ģǻ�ӹ�װ���ر�ȷʱ,�����ز��ܽӽ�����.������̫��ʱ��Ӱ�����ݵ���ȷ��.
3.���� ��ת������ ������ ����ʽ������Ҫ����:
��������������Խ,��������,ֱ��,�۸��Ѵ��ڻ�,�����õ��ռ�.�����Ϊһ���ܲ��ģ������ܲ�
���������.
���ܲ��ģ���ܶ���������ݲɼ����¶ȿ���.
�¶ȿ��Ʋ��ñ�ṹ����Ӧ����,�¿�Ѹ��,�¶��ȶ�,���ݲɼ�Ӧ��24λA/Dת������Ҷ�任����,���ݲɼ���ȷ.���ܲ��ģ��Ŀǰ�ڹ���������ȵ�λ.
���ܲ��������ɽ��¶Ⱥ��������ڵ��Ե�ʵʱ��ʾ�����ݴ洢��ʵʱ���ݿ�,�������ݿɽ��м���,ͳ��,����.ֻҪ����Ӳ�̵������㹻��,�������ݾ��ܴ���**��������ᶪʧ,�����ҵ�IJ�Ʒ������������൱�����.
��������ʵ�������: ���Ƶ�ŷ���Ȧ(��ѹΪ+24V)����·ϵͳ����,����������ģǻ�Ŀ�,��,�л������ŵĿ�,��;���ƹ�̬�̵����Ľ�ͨ��Ͽ�,�����Ƶ��������,ֹͣ;����ģǻ�����̵ļ���.
��װ������ģǻ�ڵ������ֶȺ�ΪPt100���K�ȵ���,�������ģǻ���¶ȱ仯,�¶ȱ仯�����ȵ�����ֵ�ı仯,����ı仯��ת���ɵ�ѹ�ı仯,����24λA/Dת��,ͨ�����пڷ��͵�����,��ʾ����Ļ��;
ͬ��,Ť�صı仯,ת���ɴ�������ֵ�ı仯, ��ת���ɵ�ѹ�ı仯,����24λA/Dת��,ͨ�����пڷ��͵�����,��ʾ����Ļ��;����Ť�صIJ������ڰڽ�**ʱ,Ҳ�����ڷ�ֵʱ����,��Ť�ط�ֵʱ�ͳ�һͬ���źŸ���.��ֵ������Ŀ������������.
��ģǻ�ڷ��뽺��,�����Զ�/�ֶ��������Զ�״̬, ��ģʱ,��װ����ģǻ�ĴŸ�,ʹ���Կ��رպ�,�����յ���ģ�źź�,���ͳ�+24V��ѹ,����2K����,�ӵ����Ƶ���Ĺ�̬�̵���������,��ʹ���ת��,������ͼ��,��ʾʵʱ����·�¶Ⱥ�ת���ź�.��װ�ڵ���������ϵĴŸ���1.7HZ��Ƶ��,�ͳ���ֵ�ź�,��Ϊ�ɼ�Ť�ص�ͬ���ź�.���������,�����Զ������ݴ������ݿ�,���ҶϿ�+24V,��ʹ���ֹͣ.
�����¶ȵ����ź�ʵ������һ��ƽ�ź�(0V),�͵���̬�̵����ĸ���,ʹ�䵼ͨ������,�ߵ�ƽʱ�Ͽ�������,����һ��0~5V�������ź�.
Ϊ��ʹ�¶ȿ��Ƹ�����,�������˼��~220V������ѹ���ź�(Լ+34V),���ܸ��ݵ�����ѹ�ı仯,�����������²���.
��Ҫָ������:��ģ�źŵĿɿ���������Ҫ,�������鿪ʼ��ͬ���ź�,Ҳ�ǵ���������ź�;�����ֵ�ź��Dzɼ�ת���źŵ�ͬ���ź�,û�����Ͳɼ�����Ť���ź�.���,����ע���ģ���غͻ������ص����ܺͰ�װλ�õ�ȷ�Ϳɿ���. �ڸտ�ʼ����ʱ,�Զ�/�ֶ�����Ӧ�����ֶ�λ��,����������ܰ���,�����¶Ȼ�ʧ��.
�ڶ��� ���� ��ת������ ������ ����ʽ��������ҵ�е�Ӧ��
1. ����,���:���ƻ�����������,�����������:
1) �Ʊ����ֻ������ı�������ͼ,���������ƶ����ֽ��ϻ����ĺϸ�����;����ͼ:
2). �ƶ��ϸ��ϵķ�Χ������ʱ,Ӧ�����ϸ���ƻ������Ĺ�������,�����ƻ�������,��������һ�������ԽϺõĻ�����,�����������Ϸֱ�������ٵ�Ӳ��,����,����������ָ��,������ָ�궼�ϸ��������,�����������ϵĹ��Ʋ���,��Ϊ������������ݿ�.���ϵ�����Ӧ�ô���24��,���ඨ���ı�����ȷ.������밲װ�����Ƶ�ͳ�Ʒ������������Զ�ȷ�����ϵĹ��Ʊ�.
2. ����ԭ����:��������ҵԭ���ϵ���������,���в�Ʒ�ķּ����������������ӵ�,��:��Ȼ���������ſ��Ը������ⶨ���䷽�������߶���Ȼ�����з���;̿���������ſ�����������Ϊ����̿�������ĸ���.
3. �����䷽�о�:�ڿ��й����п��������о���Ӧ�ٶ�,���¶�ϵ���ȶ���ѧ���������.
4. �������¶�ϵ��Kֵ�ͽ��ϻ��Eֵ:
1) ���¶�ϵ��Kֵ���������κγ����¶����ֲ���,Kֵ���䷽��ֱ�ӹ�ϵ,���ı���ǻ�ٽ�����ʱ,��Kֵ�������仯,����Kֵ���̶ȵļ��������K=2,ʵ����Kֵһ����1.5~2.5֮��仯,�������Ǽ���Kֵȷ�ַ���,��ʽ����:
t2 - t1
T1/T2 = K 10 (1)ʽ
ʽ��: T1 ------ ���¶�t1�µ�����ʱ��(��);
T2 ------ ���¶�t2�µ�����ʱ��(��);
t1, t2 ------ ���¶�.
����: ijһ������130��ʱ�����Dz������ʱ��Ϊ20����,����140��ʱ���������ʱ��Ϊ9����,��KֵΪ:
140-130
T1/T2 =20/9= K 10
2)�ⶨ���ϻ��Eֵ:�����Ƿֱ���������t1,t2�¶��µ�����ʱ��T1,T2,
Ȼ����빫ʽ:
ln(T1/T2)=E/R (t2-t1/t2.t1) (2)ʽ����
ln(T1/T2)=E/2.303R (t2-t1/t2.t1) (3)ʽ
ʽ��:
R ------ Ϊ���峣��(R=8.3143����/�˷���.��
��R=0.001987ǧ��/�˷���.��
5. ������ЧӦ,��ǿ���Լ���һ�������������������:
��ЧӦ������ǿ������ʱ��˻�,��:
E=I.T (4)ʽ
ʽ��:E --- ��ЧӦ;I--- ��ǿ��; T --- ����ʱ��.
��ǿ���ǽ�����һ���¶���,��λʱ�������ﵽ���̶�,�������¶�ϵ��Kֵ�����¶��й�,��:
t-100
I=K 10 (5)ʽ
ʽ��:K --- ���¶�ϵ��,ͨ������ⶨ�����ù�ʽ(1)���:
t-100
E=K 10 x T (6)ʽ
������һ��ʽ�Ϳ��Խ�ԭ����������������Ļ���.
����:��֪ij��Ʒ��ԭ��������Ϊ150��ʱ,��ʱ��Ϊ20����,�ְ��¶ȸ�Ϊ
140��,����ʱ���Ƕ��ٷ���?
��:��֪ t1=150��,T1 =20
���Ҫ�ڲ�ͬ���������Ƶ�����ͬ�Ļ�е��������,�����ʹ����ЧӦ���,��:E1=E2,��:
t1-100 t2-100
K1 10 x T1 = K2 10 x T2
��������,K=2.2,��:
T2 =44��
6. ������ ��ת������ ������ ����ʽ����ȷ����������:
����Ʒ�����������ϵ���Ҫ����֮һ,��ȷ�����ս��ϵ�������,����
����**��,��Լ��Դ,���������,���**��������ѧ����.
��������ͨ���������ߵķ�����ȷ�����ϵĸ�������:����ͼ,�����߷�Ϊ:
AB,BC,CD,DE,EF�Ȳ���:
AB����Ϊ����������,������ģǻ�¶�����������,��������,��������½�.
BC����Ϊ���������仯,���ؿ�ʼ����,, ��A��CΪ�յ���(������),����ʱ
��ij���ȡ���ڽ��ϵ��䷽,��Ҫ�ܴٽ�����Ӱ��,�����������н��ϵ���������Ҳ��һ����Ҫ����,��һ����������������,��ʾ�˽�����ǰճ����.
CD����Ϊ���ϲ�����Ӧ�Ľ�����,����������,ʹ���ϵ�������,���ؼ�������,��һ�γ�Ϊ����,����ʱ��ij���ȡ���ڽ����䷽,��Ӧ�ٶȵı�־.
��D��EΪ��ƽ̹��,��ʱ��Ҫ����Ӧ�ѻ������,�Ѵﵽ**�����̶�,�������ز���������������һƽ̹����,����һ������ʾ�˽�������õ���**����,ƽ̹��ʱ��ij���ȡ���ڽ����䷽(��Ҫ�Ǵٽ����ͷ��ϼ�).
EF,EH,EGΪ�����,��һ���൱����Ӧ�����γ��ڵĺ���,����һ������Ҫ�ǽ���������������,�Լ����������������ѽ�ķ�Ӧ, ����һ����,���ڸ��ֽ��ϵ����ʲ�ͬ,��������в�ͬ������,��Щ����(���Ƚ����Ժ�)�Ա���ƽ̹��(��ͼ�е�EF),ͨ����������ұ���,���罺, �ȶ����Ȼ���ִ�����;��Щ����(���Ƚ����Բ�),����������½�(������EG),���ǽ����ڹ�����з����������ѽ�����,ͨ���÷��������Ȼ��,����, ����ȶ������;��Щ�����ڹ����в����ṹ������,������ߵ������Լ�����������(�����ߵ�EH),ͨ���÷�����Ķ�����, ���罺, �ȶ���, �ұ����ȶ��������������.
���ھ�������**���صĵ���������,�������������Դ�������ȷ��:
1) ��ʼ����M0 : ��ӳ���鿪ʼʱ���ϵ���ʼճ��;
2) **С����ML: ��ӳ���������¶��µ�ճ��;
**С�����뽺�Ͽ����������õ������,��������Ǹ����,�������Դ�,��**С
����С.
3) **����MH:Ϊ�����ϵ�����ʱ��,����**������,ȡֵ������**С����
����һ����ʱ����ƽ�е�����,������ߵ�������ƽ̹����֮��ļ�༴Ϊ**����,**������ʾ�˽��ϵ���������,��**�����뽺��Ӳ�ȼ����������õ������,�������, **���ش�����Ӳ�ȺͶ����.
4) ����ʱ��ts1(��t10):���������¶��¼��������ֽ��յ�ʱ��.���������Ȼ��۵�����,���Խ��ϵ�ʵ�ʽ���ʱ�������������ʱ���ʣ�ཹ��ʱ��, ��������ʱ����ָ���ӹ������������Ȼ���ЧӦ�����ĵ�ʱ��,��ȡ���ڼӹ��̶�(�罺�Ϸ�������,�����̶�,ѹ��,ѹ����), ʣ�ཹ��ʱ����ָ������ģ�ͼ���ʱ���������Ե�ʱ��,����һ��Ľ�����˵,������ͬ���ռӹ���Ľ���ʣ�ཹ��ʱ���Dz�ͬ��.
����ʱ��t10=[ML+(MH-ML)x10%]����Ӧ��ʱ��,�⼴:�˽����Ѵﵽ10%��
������,�Ѳ���Ӧ�ӹ���;���ʱ�����ts1��Ϊ���յ�:���������Ϊ1���ʱ,���յ���ts1��ʾ,ts1=(ML+0.1NM)����Ӧ��ʱ��;����3���ʱ, ���յ���ts2��ʾ, ts2=(ML+0.2NM)����Ӧ��ʱ��.
����ʱת��(��ģǻ)�����,����ת��Ҳ��,�����ô����ʱ,������������ģǻ�����״�,����Ϊ�˷�ֹ��,Ŀǰ�����ڲ���С�����������,����,ת����ȾҲ����ɴ�ԭ��֮һ,�������Сʱ,�ɾ�����Ⱦ��ת������������߱ȽϽӽ�,����һ����˵����С�����������Ҳ�DZȽϺõ�,ͬʱΪ���������ȷ��,Ӧ����ʹת��(��ģǻ��)�������.
5) ����ʱ��(**����ʱ��)t90:�������ϴﵽ**����״̬ʱ����ʱ��,Ҳ�ǹ����ϵ�����ʱ��,t90=[ML+(MH-ML)x10%]����Ӧ��ʱ��,ϰ����,����ʱ����ָ����ǿ�ȴﵽ**����ǰ��ʱ��,��ȡ��������Ѹ���½����Ǹ�ת�۵�,Ҳ���Կ���ǿ��**ֵ�ĵ���Ϊ�����,ʵ����,�������ߵķ�չ����,��������,���������ٶȺܿ�,�����תΪ��������,������**ֵ(�������������,��תΪ�½�),Ҳ����˵,��90%�Ľ�����������������,ֻ��С����(10%����)�Ľ��������ں�̽����ɵ�,���ԴӾ��ýǶ�����,һ��ѡ��t90��Ϊ�����ϵ�����ʱ��,���ڴ������Ʒ��˵,ѡ��t90��Ϊ����ʱ��,�ѻ���������ʹ�����ܵ�Ҫ��.
6) ������:���Ƿ�ӳ��Ӧ���еÿ�����һ������,���ϵ����������䷽
�еĴٽ���Ʒ�ּ������й�,��ȡֵΪt90��t10֮��ĵ���,�ڶ���������,�����ߵ�б�ʾ���������(��t90��t10������)������ز����ʱ���.
7)����Ӧ��:������Ҳ�ɴ���Ŀǰ���½������õIJⶨӲ��,����,������, ����ǿ��,�����쳤�ʼ�**���ε�ϰ�ߵĿ����Ʒ���. ��ƪ�������Ϻ����������Ƽ�����˾�����ṩ�� , ��A��CΪ�յ���(������),����ʱ
��ij���ȡ���ڽ��ϵ��䷽,��Ҫ�ܴٽ�����Ӱ��,�����������н��ϵ���������Ҳ��һ����Ҫ����,��һ����������������,��ʾ�˽�����ǰճ����.
CD����Ϊ���ϲ�����Ӧ�Ľ�����,����������,ʹ���ϵ�������,���ؼ�������,��һ�γ�Ϊ����,����ʱ��ij���ȡ���ڽ����䷽,��Ӧ�ٶȵı�־.
��D��EΪ��ƽ̹��,��ʱ��Ҫ����Ӧ�ѻ������,�Ѵﵽ**�����̶�,�������ز���������������һƽ̹����,����һ������ʾ�˽�������õ���**����,ƽ̹��ʱ��ij���ȡ���ڽ����䷽(��Ҫ�Ǵٽ����ͷ��ϼ�).
EF,EH,EGΪ�����,��һ���൱����Ӧ�����γ��ڵĺ���,����һ������Ҫ�ǽ���������������,�Լ����������������ѽ�ķ�Ӧ, ����һ����,���ڸ��ֽ��ϵ����ʲ�ͬ,��������в�ͬ������,��Щ����(���Ƚ����Ժ�)�Ա���ƽ̹��(��ͼ�е�EF),ͨ����������ұ���,���罺, �ȶ����Ȼ���ִ�����;��Щ����(���Ƚ����Բ�),����������½�(������EG),���ǽ����ڹ�����з����������ѽ�����,ͨ���÷��������Ȼ��,����, ����ȶ������;��Щ�����ڹ����в����ṹ������,������ߵ������Լ�����������(�����ߵ�EH),ͨ���÷�����Ķ�����, ���罺, �ȶ���, �ұ����ȶ��������������.
���ھ�������**���صĵ���������,�������������Դ�������ȷ��:
1) ��ʼ����M0 : ��ӳ���鿪ʼʱ���ϵ���ʼճ��;
2) **С����ML: ��ӳ���������¶��µ�ճ��;
**С�����뽺�Ͽ����������õ������,��������Ǹ����,�������Դ�,��**С
����С.
3) **����MH:Ϊ�����ϵ�����ʱ��,����**������,ȡֵ������**С����
����һ����ʱ����ƽ�е�����,������ߵ�������ƽ̹����֮��ļ�༴Ϊ**����,**������ʾ�˽��ϵ���������,��**�����뽺��Ӳ�ȼ����������õ������,�������, **���ش�����Ӳ�ȺͶ����.
4) ����ʱ��ts1(��t10):���������¶��¼��������ֽ��յ�ʱ��.���������Ȼ��۵�����,���Խ��ϵ�ʵ�ʽ���ʱ�������������ʱ���ʣ�ཹ��ʱ��, ��������ʱ����ָ���ӹ������������Ȼ���ЧӦ�����ĵ�ʱ��,��ȡ���ڼӹ��̶�(�罺�Ϸ�������,�����̶�,ѹ��,ѹ����), ʣ�ཹ��ʱ����ָ������ģ�ͼ���ʱ���������Ե�ʱ��,����һ��Ľ�����˵,������ͬ���ռӹ���Ľ���ʣ�ཹ��ʱ���Dz�ͬ��.
����ʱ��t10=[ML+(MH-ML)x10%]����Ӧ��ʱ��,�⼴:�˽����Ѵﵽ10%��
������,�Ѳ���Ӧ�ӹ���;���ʱ�����ts1��Ϊ���յ�:���������Ϊ1���ʱ,���յ���ts1��ʾ,ts1=(ML+0.1NM)����Ӧ��ʱ��;����3���ʱ, ���յ���ts2��ʾ, ts2=(ML+0.2NM)����Ӧ��ʱ��.
����ʱת��(��ģǻ)�����,����ת��Ҳ��,�����ô����ʱ,������������ģǻ�����״�,����Ϊ�˷�ֹ��,Ŀǰ�����ڲ���С�����������,����,ת����ȾҲ����ɴ�ԭ��֮һ,�������Сʱ,�ɾ�����Ⱦ��ת������������߱ȽϽӽ�,����һ����˵����С�����������Ҳ�DZȽϺõ�,ͬʱΪ���������ȷ��,Ӧ����ʹת��(��ģǻ��)�������.
5) ����ʱ��(**����ʱ��)t90:�������ϴﵽ**����״̬ʱ����ʱ��,Ҳ�ǹ����ϵ�����ʱ��,t90=[ML+(MH-ML)x10%]����Ӧ��ʱ��,ϰ����,����ʱ����ָ����ǿ�ȴﵽ**����ǰ��ʱ��,��ȡ��������Ѹ���½����Ǹ�ת�۵�,Ҳ���Կ���ǿ��**ֵ�ĵ���Ϊ�����,ʵ����,�������ߵķ�չ����,��������,���������ٶȺܿ�,�����תΪ��������,������**ֵ(�������������,��תΪ�½�),Ҳ����˵,��90%�Ľ�����������������,ֻ��С����(10%����)�Ľ��������ں�̽����ɵ�,���ԴӾ��ýǶ�����,һ��ѡ��t90��Ϊ�����ϵ�����ʱ��,���ڴ������Ʒ��˵,ѡ��t90��Ϊ����ʱ��,�ѻ���������ʹ�����ܵ�Ҫ��.
6) ������:���Ƿ�ӳ��Ӧ���еÿ�����һ������,���ϵ����������䷽
�еĴٽ���Ʒ�ּ������й�,��ȡֵΪt90��t10֮��ĵ���,�ڶ���������,�����ߵ�б�ʾ���������(��t90��t10������)������ز����ʱ���.
7)����Ӧ��:������Ҳ�ɴ���Ŀǰ���½������õIJⶨӲ��,����,������, ����ǿ��,�����쳤�ʼ�**���ε�ϰ�ߵĿ����Ʒ���. ��ƪ�������Ϻ����������Ƽ�����˾�����ṩ�� ���������Ϻ��������������ṩ��ת��ʱ��ע���������� http://www.shfarui.com 021-54303869 13761711558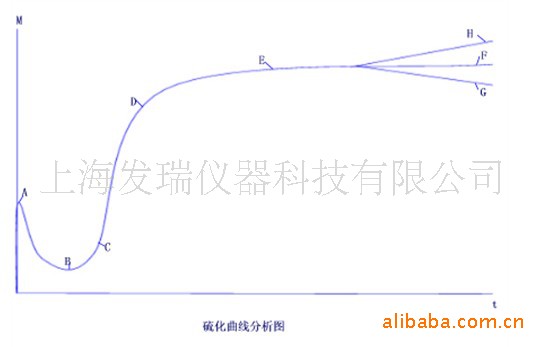

ɨһɨ����ע����
��һ������ 9:00 - 18:00








 QQ�ͷ�
QQ�ͷ�